全国服务热线132 8838 4188

气 动 精 炼 罐
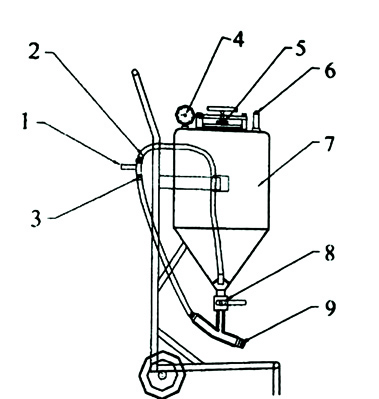 一、 结构原理图
一、 结构原理图
1、载气入口
2、气压表
3、盖子
4、安全阀
5、储料罐
6、流量控制阀
7、精炼剂、气体混合物出口
二、精炼操作
1、 把所需的精炼剂放入喷粉机的储料罐中,并旋紧盖子。
2、 打开气压表(减压表)上的开关,待氮气从精炼管喷出后,把喷粉机上流量控制阀开到预定位置,见到有精炼剂喷出后,再把精炼管插到铝溶液中进行精炼。
3、 精炼完毕,把精炼管从铝熔池中取出,再通气1分钟,把管内残存的精炼剂全部吹出,关闭气压表的开关。
三、使用前的准备工作
1、在氮气瓶出口装上气压表(减压表),用耐压胶管把气压表出口与喷粉机气体入口连接起来。
2、准备一支长约3-6m,直径0.5-1英寸钢管作为精炼管。
3、用有加强筋的透明塑料管把喷粉机出口与钢管一端连接起来。
四、使用注意事项:
1、把精炼剂按需要量放入喷粉机储料罐内;
2、先开气压表上的开关,气体畅通无阻后,再打开喷粉机上的流量控制阀。中途要停止时,先关闭喷粉机上流量控制阀,再关气压表上的开关;
3、根据炉子大小确定精炼时间,精炼时间最短不得低于15分钟,一般为20-40分钟,在精炼时间内要把精炼剂全部吹到铝熔池中,不能过早也不能太迟。这就要找出喷粉机上流量控制阀合适的开启位置。
4、较长时间不用喷粉机时,要把储料罐、精炼管内的精炼剂清理干净
5、正常工作时,本机压力表应显示在0.10-0.15Mpa,最高不超过0.25Mpa,若大大超过该表压,要停机检查,找出原因。
6、精炼时,精炼管出口千万不要碰到炉壁和炉底,以免造成堵塞。停止时,先关喷粉机流量控制阀,再关气体进入伐。

